 Pu239
Pu239
 инфо
инфо инструменты
инструменты




 kaouri
kaouri














 kaouri
kaouri
 Реклама Google — средство выживания форумов :)
Реклама Google — средство выживания форумов :)
-
![[image]](https://www.balancer.ru/cache/sites/ru/po/potatoveg/wp-content/uploads/2013/04/128x128-crop/r2uin.jpg)
Россия. 2022. Итоги.
Продолжение Россия. 2021. ИтогиТеги:

sam7> Об отжиге титановых ПК мне неизвестно.
Про корабли не знаю и плохо представляю, как печь для отжига сделать. Не просто большую, а еще и с равномерной температурой.
Но детали титановые термообратывают от отливки до отгрузки несколько раз.
Про корабли не знаю и плохо представляю, как печь для отжига сделать. Не просто большую, а еще и с равномерной температурой.
Но детали титановые термообратывают от отливки до отгрузки несколько раз.


sam7>> Об отжиге титановых ПК мне неизвестно.
Pu239> Про корабли не знаю и плохо представляю, как печь для отжига сделать. Не просто большую, а еще и с равномерной температурой.
Уже писал, на Ижоре огромная камера для отжига корпусов реакторов. ПК ГА туда войдёт.
Pu239> Но детали титановые термообратывают от отливки до отгрузки несколько раз.
Ну не слышал я об отжиге ПК ГА
Я же не утверждал, что невозможно, просто не слышал и попросил пруфы.
Интересно же")
Pu239> Про корабли не знаю и плохо представляю, как печь для отжига сделать. Не просто большую, а еще и с равномерной температурой.
Уже писал, на Ижоре огромная камера для отжига корпусов реакторов. ПК ГА туда войдёт.
Pu239> Но детали титановые термообратывают от отливки до отгрузки несколько раз.
Ну не слышал я об отжиге ПК ГА

Я же не утверждал, что невозможно, просто не слышал и попросил пруфы.
Интересно же
")


E.V.> Французский автопром за годы войны поставил в вермахт 60 тыс. грузовиков, советский автопром поставил в КА 151 тыс. грузовиков
Только французский автопром поставлял именно полноприводные тяжелые грузовики, а советский - по сути пикапы, по нынешним понятиям. Полуторка - это что то вроде нынешней Лады Калины с кузовом, причем примерно с такой же и проходимостью
Только французский автопром поставлял именно полноприводные тяжелые грузовики, а советский - по сути пикапы, по нынешним понятиям. Полуторка - это что то вроде нынешней Лады Калины с кузовом, причем примерно с такой же и проходимостью


U235> Только французский автопром поставлял именно полноприводные тяжелые грузовики, а советский - по сути пикапы, по нынешним понятиям. Полуторка - это что то вроде нынешней Лады Калины с кузовом, причем примерно с такой же и проходимостью
полуторка это газель. наипрямейший аналог.
полуторка это газель. наипрямейший аналог.
EG54> СССР в 38 году по выпуску грузовиков вышло на второе место в мире и первое в Европе. Когда нынешняя РФ достигнет таких результатов?
Вот только он вышел на это место при помощи запада. Который спроектировал эти заводы, поставил оборудование и помог их запустить.
Вот только он вышел на это место при помощи запада. Который спроектировал эти заводы, поставил оборудование и помог их запустить.



PSS> Исключение получилось у нас. В СССР конец сдали два экстраклассных аппарата "Мир".
"Миры" строила Финляндия, "Раума-Репола".
"Миры" строила Финляндия, "Раума-Репола".
PSS>> Исключение получилось у нас. В СССР конец сдали два экстраклассных аппарата "Мир".
В.Б.> "Миры" строила Финляндия, "Раума-Репола".
Строила - да. Проектирировали мы. И многое производили. В Финляндию мы вынесли в первую очередь для того, чтобы обойти проблемы с закупкой некоторой бортовой аппаратуры.
Собственно мы так в Финляднии много что строили. Включая атомные ледоколы (правда без реактора)
В.Б.> "Миры" строила Финляндия, "Раума-Репола".
Строила - да. Проектирировали мы. И многое производили. В Финляндию мы вынесли в первую очередь для того, чтобы обойти проблемы с закупкой некоторой бортовой аппаратуры.
Собственно мы так в Финляднии много что строили. Включая атомные ледоколы (правда без реактора)

U235> Только французский автопром поставлял именно полноприводные тяжелые грузовики,
По-моему,здесь какая-то ошибка; 3т и 5т ,4*2
По-моему,здесь какая-то ошибка; 3т и 5т ,4*2
Прикреплённые файлы:
U235> Полуторка - это что то вроде нынешней Лады Калины с кузовом, причем примерно с такой же и проходимостью
У "Калины" грузоподъемность 1,5 тонны? Я не ослышался?
Я не ослышался?
Если уж так хочется, то полуторку надо сравнивать с "Газелью", потому как 1500кг это грузоподъемность машины.
У "Калины" грузоподъемность 1,5 тонны?
 Я не ослышался?
Я не ослышался?Если уж так хочется, то полуторку надо сравнивать с "Газелью", потому как 1500кг это грузоподъемность машины.
U235>> Полуторка - это что то вроде нынешней Лады Калины с кузовом, причем примерно с такой же и проходимостью
kaouri> У "Калины" грузоподъемность 1,5 тонны? Я не ослышался?
kaouri> Если уж так хочется, то полуторку надо сравнивать с "Газелью", потому как 1500кг это грузоподъемность машины.
ну понятно что воякам нужна была машина по типу полноприводного зис-6 как минимум, всё остальное это полумеры...а в реальности даже 6х4 зис-6 не потянули в военное время, остановили выпуск.
kaouri> У "Калины" грузоподъемность 1,5 тонны?
Я не ослышался?kaouri> Если уж так хочется, то полуторку надо сравнивать с "Газелью", потому как 1500кг это грузоподъемность машины.
ну понятно что воякам нужна была машина по типу полноприводного зис-6 как минимум, всё остальное это полумеры...а в реальности даже 6х4 зис-6 не потянули в военное время, остановили выпуск.
с.т.> ну понятно что воякам нужна была машина по типу полноприводного зис-6 как минимум
Хотеть можно все что угодно, хоть космические крейсера, хоть звезду смерти. У ГАЗ-АА был очень жирный плюс - снаряженная масса 1810 кг, сейчас далеко не каждый жип столько весит, при этом машинка таскала на себе 1,5 тонны, а частенько и больше, груза.
Хотеть можно все что угодно, хоть космические крейсера, хоть звезду смерти. У ГАЗ-АА был очень жирный плюс - снаряженная масса 1810 кг, сейчас далеко не каждый жип столько весит, при этом машинка таскала на себе 1,5 тонны, а частенько и больше, груза.
Взято из инета

Автопарк мира в 30-е годы + автопарк РККА в начале ВОВ
Американская реклама Паккард 1939 года Автопарк по нек-рым странам в 30-е годы: 01.01.1936 г.: Пассажирские Грузовые Автобусы Всего Мотоциклы автомобили автомобили США 22 589 660 3 511 061 66 386 26 167 107 95 633 Канада 986 605 174 397 — 1 161 002 10 463 Франция 1 713 430 468 708 — 2 182 138 --… // nosikot.livejournal.com
sam7> Ну не слышал я об отжиге ПК ГА
sam7> Я же не утверждал, что невозможно, просто не слышал и попросил пруфы.
sam7> Интересно же
Тема немного ушла в сторону и я имел ввиду стальные ПК. Но так как и Вы интересовались и я материал нашел, решил его здесь продублировать. Чтобы не потерялся. Хотя можно куда-то и перенести.
В общем небольшое описание изготовления в 70х титановых прочных корпусов для "Алвина" и "Сеаклифа".
Ну и здесь материал. Правда про изготовление полусфер, а не их сварку
sam7> Я же не утверждал, что невозможно, просто не слышал и попросил пруфы.
sam7> Интересно же
Тема немного ушла в сторону и я имел ввиду стальные ПК. Но так как и Вы интересовались и я материал нашел, решил его здесь продублировать. Чтобы не потерялся. Хотя можно куда-то и перенести.
В общем небольшое описание изготовления в 70х титановых прочных корпусов для "Алвина" и "Сеаклифа".
Проект TITANS начала 70-х исследовал возможность сварки толстых профилей из титановых материалов. В результате этого проекта были изготовлены две титановые сферы из титанового сплава 6Al-2Cb-1Ta-0,8Mo толщиной 1,92 дюйма. Одна сфера была отправлена в Исследовательский центр Дэвида Тейлора для всесторонних испытаний. После была установлена на DSV-2 Alvin, что увеличило его рабочую глубину с 7 500 футов (2 300 м) до 13 125 футов (4 000 м).
Другая сфера создавалась для DSV-4 Sea Cliff. Что было программой создания аппарата для эксплуатации на глубине до 20 000 футов (6 100 м). Sea Cliff оснащен титановой сферой для персонала (титановый сплав 6Al-2Cb-1Ta-0,8Mo толщиной 2,87 дюйма и диаметром около 6,5 футов).
Одна из двух полусфер Sea Cliff (DSV-4), полученная от RMI. Полусферы были выкованы из титановых пластин толщиной около 4 дюймов.
В момент получения на поверхности полусфер было много трещин, некоторые глубиной около дюйма. Трещины в процессе ковки оказались глубже, чем мы думали, и были некоторые опасения, что трещины не будут полностью удалены во время механической обработки. Полусферы были обработаны как внутри, так и снаружи до нужной формы, но были оставлены большего размера, чтобы учесть любые деформации во время сварки.
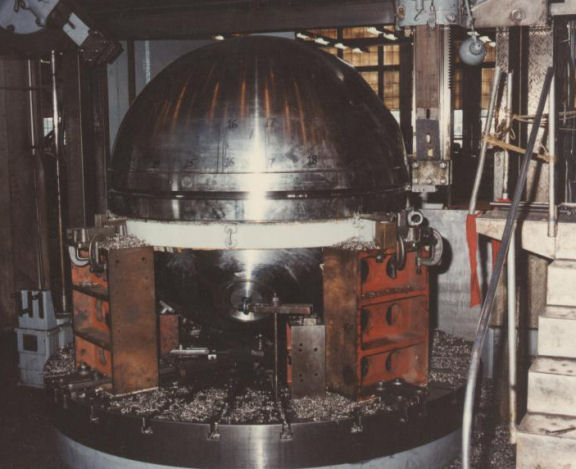
Одну из двух титановых полусфер «Морского утеса» (DSV-4) опускают чистовую комнату для сварки.
Титан толстого сечения требовал предварительного нагрева до 200 ° F перед сваркой.
Thick section titanium required a preheat of 200°F prior to welding.
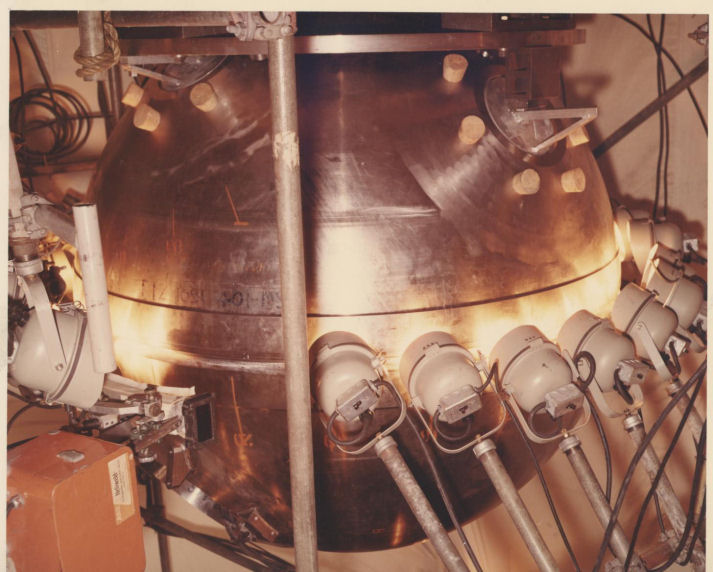
Крупный план сварного соединения во время предварительного нагрева перед сваркой.
Close-up of the weld joint during preheat and prior to welding.
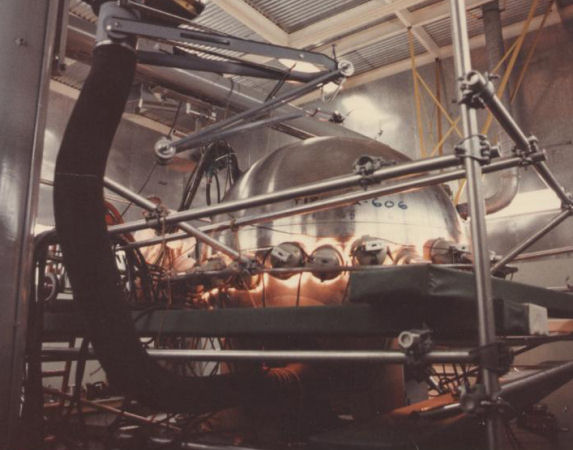
На этой фотографии показан автоматический процесс GTAW с горячей проволокой, используемый для соединения двух полушарий, чтобы получилась сфера. Сфера находится на поворотном столе, который вращается, пока сварочная головка неподвижна.
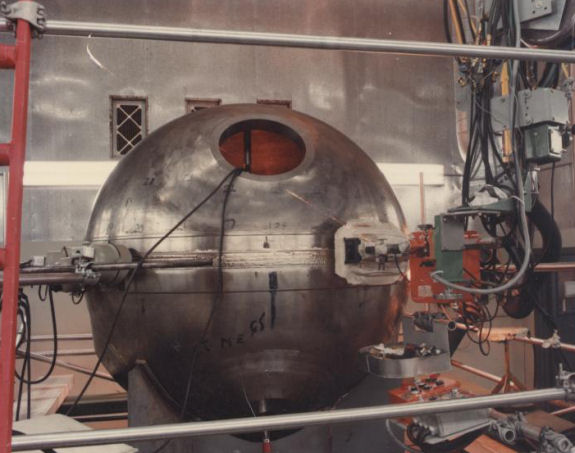
Сфера экипажа в механическом цехе для обратной обработки кольцевого шва перед неразрушающим контролем. Кольцевой шов был выполнен сваркой как внутри, так и снаружи сферы. Каждый проход сварки должен был пройти ультразвуковой контроль, чтобы убедиться в отсутствии каких-либо загрязнений поверхности перед выполнением следующего прохода сварки. Толщина сварного шва после завершения сравнилась с толщиной сферы.
Чтобы обеспечить качество сварного шва, когда 1/3 требуемой толщины сварного шва завершалось, сфера отправлялась в механический цех, и около 1/8 дюйма сварного шва удалялось путем механической обработки, после сферу отправляли для рентгенографии сварного шва. Этот процесс повторялся до тех пор, пока не была достигнута необходимая толщина сварного шва.
После того, как все сварка и механическая обработка были завершены, вся сфера была подвергнута рентгеновскому излучению для поиска любых дефекты, которые могли стать концентраторами напряжения.
Ну и здесь материал. Правда про изготовление полусфер, а не их сварку
EG54>> Атомный ледокол через девять лет после войны могли, а вот трубы ... Сложнейшее техническое изделие.
sam7> Стан "5000"? да, сложное, может, и сложнее ледокола.
Про сложность не буду спорить, ибо нет знаний.
Но один из возможных вариантов, почему не взялись за производство таких труб. А они для газификации страны нужны были? Для экспорта, да подавай диаметр и объемы. Желание либералов обеспечить Германию газом видно не вооруженным взглядом. Такого желания газифицировать всю свою страну не видно. Простой пример. Через весь Сахалин проходит газовая труба. А жители топятся хворостом. Или трубы идут в Германию, а отвод на Калининград немцы не позволили сделать. Или опять это очень сложно?
По Марцинкевичу, 2/3 газа потребляет страна, остальное стратегическим противникам. Только 2/3 это достижение СССР на тех трубах, что могли производить. Никто трубы за газ для наших граждан нам не предлагал.
Поэтому утверждение, что тогда не могли не вызывают доверия. Много что могли, о чем сейчас и не мечтаем.
А вот интересно США тогда могли?
Греф на питерском форуме подписал вердикт развитию промышленности. Сказал, что российскую экономику невозможно перестроить, да и не нужно. Действительно, зачем. Грефу грех жаловаться при доходе в 1.5 млн дол в месяц.
sam7> Стан "5000"? да, сложное, может, и сложнее ледокола.
Про сложность не буду спорить, ибо нет знаний.
Но один из возможных вариантов, почему не взялись за производство таких труб. А они для газификации страны нужны были? Для экспорта, да подавай диаметр и объемы. Желание либералов обеспечить Германию газом видно не вооруженным взглядом. Такого желания газифицировать всю свою страну не видно. Простой пример. Через весь Сахалин проходит газовая труба. А жители топятся хворостом. Или трубы идут в Германию, а отвод на Калининград немцы не позволили сделать. Или опять это очень сложно?
По Марцинкевичу, 2/3 газа потребляет страна, остальное стратегическим противникам. Только 2/3 это достижение СССР на тех трубах, что могли производить. Никто трубы за газ для наших граждан нам не предлагал.
Поэтому утверждение, что тогда не могли не вызывают доверия. Много что могли, о чем сейчас и не мечтаем.
А вот интересно США тогда могли?
Греф на питерском форуме подписал вердикт развитию промышленности. Сказал, что российскую экономику невозможно перестроить, да и не нужно. Действительно, зачем. Грефу грех жаловаться при доходе в 1.5 млн дол в месяц.
Это сообщение редактировалось 21.06.2023 в 21:49
EG54>> СССР в 38 году по выпуску грузовиков вышло на второе место в мире и первое в Европе. Когда нынешняя РФ достигнет таких результатов?
PSS> Вот только он вышел на это место при помощи запада. Который спроектировал эти заводы, поставил оборудование и помог их запустить.
Никто с этим не спорит. Только всё что нужно для выпуска страна производила сама, а не завозила с той же США. Значит могла. Если мы сейчас предоставим технологию производства атомной бомбы какой-нибудь африканской стране, разве они смогут её произвести? Вот в этом и разница в приобретении технологий. Можешь ли ты ею воспользоваться или нет.
А сейчас, как только закрыли заслонку, так автозаводы и стали. Нет ни одной страны, включая США, которые все с нуля изобрели и создали сами.
Есть серия интересных видео от автора УралВагонЗавод о роли технологий. Там все разумно и просто разжевано. Повествование политику не затрагивает..
PSS> Вот только он вышел на это место при помощи запада. Который спроектировал эти заводы, поставил оборудование и помог их запустить.
Никто с этим не спорит. Только всё что нужно для выпуска страна производила сама, а не завозила с той же США. Значит могла. Если мы сейчас предоставим технологию производства атомной бомбы какой-нибудь африканской стране, разве они смогут её произвести? Вот в этом и разница в приобретении технологий. Можешь ли ты ею воспользоваться или нет.
А сейчас, как только закрыли заслонку, так автозаводы и стали. Нет ни одной страны, включая США, которые все с нуля изобрели и создали сами.
Есть серия интересных видео от автора УралВагонЗавод о роли технологий. Там все разумно и просто разжевано. Повествование политику не затрагивает..
EG54>> СССР в 38 году по выпуску грузовиков вышло на второе место в мире и первое в Европе.
U235> И где были все эти грузовики в 1941ом? Если бы оно реально было так, то в 41ом РККА ездила бы на грузовиках, а не на лошадях.
А как эти более развитые? По велосипедам мы точно отставали.
По выпуску вышли. А сколько успели выпустить за это время? Фактор времени учитываете?
У немцев все среднее образование имели. Мы в лучшем случае семь классов.
Сейчас в образовании сделали ЕГЭ рывок. Теперь всех экономически уроем.
U235> И где были все эти грузовики в 1941ом? Если бы оно реально было так, то в 41ом РККА ездила бы на грузовиках, а не на лошадях.
А как эти более развитые? По велосипедам мы точно отставали.
По выпуску вышли. А сколько успели выпустить за это время? Фактор времени учитываете?
У немцев все среднее образование имели. Мы в лучшем случае семь классов.
Сейчас в образовании сделали ЕГЭ рывок. Теперь всех экономически уроем.
Прикреплённые файлы:
EG54>>> Атомный ледокол через девять лет после войны могли, а вот трубы ... Сложнейшее техническое изделие.
EG54> Но один из возможных вариантов, почему не взялись за производство таких труб. А они для газификации страны нужны были?
В те годы - точно не нужны.
Цех №6 ЧТПЗ по производству труб большого диаметра: 1 очередь запущена в 1956 г, вторая - в 1958 г, реконструкция для возможности производить трубы диаметром 1020 мм - в 1959 г. В те годы еще использовались европейские месторождения газа. В газопроводах в основном использовались трубы диаметром 720 мм с давлением газа 56 атм.
В газопроводе "Средняя Азия - Центр", запущенном в 1967 г. использовались трубы диаметром 1020 мм и проходил этот газопровод по южным районам.
Но, с 1961 по 1980 год добыча газа в СССР увеличилась почти в 10 (десять) раз, нефти — в 4,2 раза.
Интересный момент. Трубы диаметром 1420 мм мы покупали у буржуев, но газопроводов из труб такого диаметра нигде в мире кроме СССР не было. Впервые такие трубы были использованы в 4-й нитке (Шатлык - Острогожск) газопровода "Средняя Азия - Центр", пущенной в эксплуатацию в 1978 г.
EG54> Но один из возможных вариантов, почему не взялись за производство таких труб. А они для газификации страны нужны были?
В те годы - точно не нужны.
Цех №6 ЧТПЗ по производству труб большого диаметра: 1 очередь запущена в 1956 г, вторая - в 1958 г, реконструкция для возможности производить трубы диаметром 1020 мм - в 1959 г. В те годы еще использовались европейские месторождения газа. В газопроводах в основном использовались трубы диаметром 720 мм с давлением газа 56 атм.
В газопроводе "Средняя Азия - Центр", запущенном в 1967 г. использовались трубы диаметром 1020 мм и проходил этот газопровод по южным районам.
Но, с 1961 по 1980 год добыча газа в СССР увеличилась почти в 10 (десять) раз, нефти — в 4,2 раза.
Интересный момент. Трубы диаметром 1420 мм мы покупали у буржуев, но газопроводов из труб такого диаметра нигде в мире кроме СССР не было. Впервые такие трубы были использованы в 4-й нитке (Шатлык - Острогожск) газопровода "Средняя Азия - Центр", пущенной в эксплуатацию в 1978 г.
U235> Провал был прежде всего с адекватным пониманием, что надо производить. Понаделали полуторок, у которых ни проходимости, ни грузоподъемности. А оказалось что для того, чтобы воевать, нужно что-то наподобие Студебеккера.
Погоди, ты сейчас подразумеваешь, что всё поголовье грузовиков должно быть пригодно для мобилизации?
Полуторка — это в чистом виде машина для народного хояйства. Она была там очень нужна, именно для моторизации мелких первезок. Но на фронте ей делать нечего, точно так же, как там нечего делать автомобилю ВАЗ-2101.
А вот Студебекер в народном хояйстве малоприменим, он слишком дорог для этого. Одна трансмиссия чего стоит. Но на фронте очень полезен.
Ну и зачем мешать?
Погоди, ты сейчас подразумеваешь, что всё поголовье грузовиков должно быть пригодно для мобилизации?
Полуторка — это в чистом виде машина для народного хояйства. Она была там очень нужна, именно для моторизации мелких первезок. Но на фронте ей делать нечего, точно так же, как там нечего делать автомобилю ВАЗ-2101.
А вот Студебекер в народном хояйстве малоприменим, он слишком дорог для этого. Одна трансмиссия чего стоит. Но на фронте очень полезен.
Ну и зачем мешать?
kaouri> Хотеть можно все что угодно, хоть космические крейсера, хоть звезду смерти. У ГАЗ-АА был очень жирный плюс - снаряженная масса 1810 кг, сейчас далеко не каждый жип столько весит, при этом машинка таскала на себе 1,5 тонны, а частенько и больше, груза.
Ну это не вопрос хотения, это вопрос необходимости...157й это минимальный минимум, неслучайно он так долго продержался на конвеере. При том что и полуторка важна и нужна была.
Ну это не вопрос хотения, это вопрос необходимости...157й это минимальный минимум, неслучайно он так долго продержался на конвеере. При том что и полуторка важна и нужна была.
с.т.> Ну это не вопрос хотения, это вопрос необходимости...157й это минимальный минимум, неслучайно он так долго продержался на конвеере. При том что и полуторка важна и нужна была.
Был еще ЗиС-5. До 157-го ему, конечно, далеко, по проходимости, а по грузоподъемности - те же 3 тонны.
Маленькая ремарка: когда под руками нет тягача, "севшую" машину выносят в буквальном смысле на руках. Попробуйте "вынести" 3 тонны (ГАЗ-АА) и 8 тонн (ЗиС-5), потом расскажите разницу.
P.S. 1810 кг - это всего на 200 кг больше массы УАЗ-469. 469-й можно "вынести" вдвоем.
Был еще ЗиС-5. До 157-го ему, конечно, далеко, по проходимости, а по грузоподъемности - те же 3 тонны.
Маленькая ремарка: когда под руками нет тягача, "севшую" машину выносят в буквальном смысле на руках. Попробуйте "вынести" 3 тонны (ГАЗ-АА) и 8 тонн (ЗиС-5), потом расскажите разницу.
P.S. 1810 кг - это всего на 200 кг больше массы УАЗ-469. 469-й можно "вынести" вдвоем.
Это сообщение редактировалось 22.06.2023 в 10:02
kaouri> Маленькая ремарка: когда под руками нет тягача, "севшую" машину выносят в буквальном смысле на руках. Попробуйте "вынести" 3 тонны (ГАЗ-АА) и 8 тонн (ЗиС-5), потом расскажите разницу.
kaouri> P.S. 1810 кг - это всего на 200 кг больше массы УАЗ-469. 469-й можно "вынести" вдвоем.
умные люди придумали лебедки самовытаскивания для этого. ну и систему централизованной подкачки. на руках даже пустую машину в тонну весом задолбаешься выносить. в буквальном смысле. я "выносил" по необходимости. уазик в двоем на руках выносить - нуну ))). гольф2 в четвером недалеко - ещё да.
а что реально можно выносить - горбатый запорожец, 600 кило. для армии толку мало конечно.
kaouri> P.S. 1810 кг - это всего на 200 кг больше массы УАЗ-469. 469-й можно "вынести" вдвоем.
умные люди придумали лебедки самовытаскивания для этого. ну и систему централизованной подкачки. на руках даже пустую машину в тонну весом задолбаешься выносить. в буквальном смысле. я "выносил" по необходимости. уазик в двоем на руках выносить - нуну ))). гольф2 в четвером недалеко - ещё да.
а что реально можно выносить - горбатый запорожец, 600 кило. для армии толку мало конечно.
Это сообщение редактировалось 22.06.2023 в 10:40

EG54> Либеральному плохому танцору яйца мешают эффективно управлять. Китайские яйца оказались эффективнее.
А что, пардон, стало с яйцами КПСС, что вместо перестройки экономики развалили страну? Тоже мешали? Или что?
А что, пардон, стало с яйцами КПСС, что вместо перестройки экономики развалили страну? Тоже мешали? Или что?
EG54> Про сложность не буду спорить, ибо нет знаний.
Золотые слова!
EG54> Желание либералов обеспечить Германию газом видно не вооруженным взглядом. Такого желания газифицировать всю свою страну не видно.
Так получается, что либералы появились еще в СССР. А то на кой было трубы на газ менять?
EG54> По Марцинкевичу, 2/3 газа потребляет страна, остальное стратегическим противникам. Только 2/3 это достижение СССР на тех трубах, что могли производить. Никто трубы за газ для наших граждан нам не предлагал.
Пардон, ест вопрос) Ты вот приводишь примеры того, что сейчас некоторые регионы России не газифицированы. Так? А почему их, эти регионы, не газифицировали при СССР, когда было, по твоим утверждениям, ВСЁ и даже Генплан?
EG54> Поэтому утверждение, что тогда не могли не вызывают доверия. Много что могли, о чем сейчас и не мечтаем.
См. мой вопрос заданный выше
Золотые слова!
EG54> Желание либералов обеспечить Германию газом видно не вооруженным взглядом. Такого желания газифицировать всю свою страну не видно.
Так получается, что либералы появились еще в СССР. А то на кой было трубы на газ менять?
EG54> По Марцинкевичу, 2/3 газа потребляет страна, остальное стратегическим противникам. Только 2/3 это достижение СССР на тех трубах, что могли производить. Никто трубы за газ для наших граждан нам не предлагал.
Пардон, ест вопрос) Ты вот приводишь примеры того, что сейчас некоторые регионы России не газифицированы. Так? А почему их, эти регионы, не газифицировали при СССР, когда было, по твоим утверждениям, ВСЁ и даже Генплан?
EG54> Поэтому утверждение, что тогда не могли не вызывают доверия. Много что могли, о чем сейчас и не мечтаем.
См. мой вопрос заданный выше
U235>> И где были все эти грузовики в 1941ом? Если бы оно реально было так, то в 41ом РККА ездила бы на грузовиках, а не на лошадях.
Там же , где и трактора по которым, по уверениям нашего замполита ЕГ, мы тоже были на первом месте в Европе, но арту таскали лошади или солдаты *ердячим фото. Если ЕГ не будет лень, то пусть поищет в сети кино-, фотодокументы тех лет
EG54> А как эти более развитые? По велосипедам мы точно отставали.
От маладца) Классные ты фото втулил, по теме. А чего не дал фото немецких полугусов? Не нашел что ли?
Там же , где и трактора по которым, по уверениям нашего замполита ЕГ, мы тоже были на первом месте в Европе, но арту таскали лошади или солдаты *ердячим фото. Если ЕГ не будет лень, то пусть поищет в сети кино-, фотодокументы тех лет
EG54> А как эти более развитые? По велосипедам мы точно отставали.
От маладца) Классные ты фото втулил, по теме. А чего не дал фото немецких полугусов? Не нашел что ли?
Реклама Google — средство выживания форумов :)
EG54>> А как эти более развитые? По велосипедам мы точно отставали.
Андрей1964> От маладца) Классные ты фото втулил, по теме. А чего не дал фото немецких полугусов? Не нашел что ли?
Однако в вермахте было порядка 1млн лошадей, в тч несколько кавдивизий...Где-то читал,что самая моторизованная армия-британская,у них вроде и кавалерии уже не было.И грузовики правильные-на односкатных колесах.
Андрей1964> От маладца) Классные ты фото втулил, по теме. А чего не дал фото немецких полугусов? Не нашел что ли?
Однако в вермахте было порядка 1млн лошадей, в тч несколько кавдивизий...Где-то читал,что самая моторизованная армия-британская,у них вроде и кавалерии уже не было.И грузовики правильные-на односкатных колесах.
Copyright © Balancer 1997..2024
Создано 01.01.2022
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 01.01.2022
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}