 matvey
matvey

 инфо
инфо инструменты
инструменты







 Bredonosec
Bredonosec





 Реклама Google — средство выживания форумов :)
Реклама Google — средство выживания форумов :)
-
![[image]](https://www.balancer.ru/cache/sites/ru/sd/sdelanounas/i/c/2/r/128x128-crop/c2RlbGFub3VuYXMucnUvdXBsb2Fkcy85LzgvOTg2MTUxNTU5ODg1N19vcmlnLmpwZWc_X19pZD0xMDI2Mzc=.jpg)
Машиностроение России
Итоги ПутинаТеги:
Грач> да и тверские вагоностроители поднимаются
Опять это глупое сделаноунасовское враньё! ТВЗ, вместо подъёма производства, задыхается от заказов и вынужден отдавать часть работ в Торжок и Питер! (вот так примерно должна звучать эта новость в Финанц. Шайзе)
Опять это глупое сделаноунасовское враньё! ТВЗ, вместо подъёма производства, задыхается от заказов и вынужден отдавать часть работ в Торжок и Питер! (вот так примерно должна звучать эта новость в Финанц. Шайзе)


matvey> (вот так примерно должна звучать эта новость в Финанц. Шайзе)
спасибки за повеселил
спасибки за повеселил


В Елабуге на заводе Sollers запущен модернизированный цех сварки кузовов для автомобилей Aurus
autoreview.ruПока что все автомобили Aurus сделаны на ограниченных мощностях московского института НАМИ, которые не приспособлены для серийного выпуска машин. Подготовка производства на заводе Sollers в Елабуге (Татарстан) ведется... // sdelanounas.ruна заводе Sollers в Елабуге (Татарстан) запустили линию сварки кузовов автомобилей Aurus
Пока что все автомобили Aurus сделаны на ограниченных мощностях московского института НАМИ, которые не приспособлены для серийного выпуска.
Заявленная ранее производственная мощность завода - пять тысяч машин в год. Производство Аурусов в Елабуге будет происходить по полному циклу: здесь также готовят штамповочное производство, сборку двигателей и, разумеется, окраску кузовов.
В компании обещают, что первые серийные седаны Aurus Senat будут переданы клиентам в мае 2021 года.
Следом в Елабуге начнется выпуск кроссоверов Aurus Komendant. Первый прототип был построен весной 2019 года. Ожидается что на конвейер он встанет весной 2022-го. Решение о серийном производстве минивэнов Aurus Arsenal до сих пор не принято. А бронированные Аурусы по-прежнему будут выпускать в московских цехах НАМИ.
Прикреплённые файлы:

Грач> на заводе Sollers в Елабуге (Татарстан) запустили линию сварки кузовов автомобилей Aurus
Чьё оборудование?
Чьё оборудование?


И.1.> Чьё оборудование?
обошли этот момент молчанием ... предположу что в основе - санкционное")
обошли этот момент молчанием ... предположу что в основе - санкционное
")
И.1.>> Чьё оборудование?
Грач> обошли этот момент молчанием ... предположу что в основе - санкционное
Почти точное машиностроение. Они решили скинуться:

"Предполагается, что государственные деньги будут направлены на финансирование тех проектов, которые только за счёт частного капитала не могут быть реализованы в силу своей убыточности или высокой степени риска. Общими усилиями европейские страны позволят создать передовые процессоры и сопутствующие технологии их производства."
Гы-гы: "рынок всё расставит по своим местам".
На всю российскую электронику достаточно 10 миллиардов евро. Сказал нам Борисов “в своей известной речи”:

"На развитие российской микроэлектроники потребуется 798 млрд руб. до 2024 г., следует из проекта дорожной карты по развитию отрасли, который представила госкорпорация «Ростех». Как сообщает газета «Ведомости», документ под названием «Новые поколения микроэлектроники и создание электронной компонентной базы» госкорпорация направила на рассмотрение в Минпромторг, Минкомсвязи, Минфин и Минэкономразвития. Ведомства должны ознакомиться с проектом до 15 сентября 2020 г. План, в частности, включает разработку чипов с топологическими нормами 65 (55) нм, 28 нм, 14 нм и твердотельных накопителей данных с топологической нормой 25-30 нм. Эксперты считают, что озвученные планы и технологии, возможно, вовсе устареют к 2024 г."
Ребята, в принципе вы можете "разрабатывать" чипы с любыми топологическими нормами, сама по себе разработка не очень сложна, но производить вы можете дома только те, оборудование для которых вам кинули со своего технологического стола взрослые дяди. Нет разработки собственного литографического оборудования - нет прогресса в микроэлектронике. Это даже в Европе понимают.
Как говорится, “два мира – два Шапиро”. Но 10 миллиардов все равно не будет. Чтоб без паники.
Грач> обошли этот момент молчанием ... предположу что в основе - санкционное
Почти точное машиностроение. Они решили скинуться:
Страны Европы выделили 145 млрд евро на освоение техпроцессов вплоть до 2 нм
В прошлом году мы могли наблюдать, как своеобразно выражают свою обеспокоенность «технологическим суверенитетом» американские власти. // 3dnews.ru"Предполагается, что государственные деньги будут направлены на финансирование тех проектов, которые только за счёт частного капитала не могут быть реализованы в силу своей убыточности или высокой степени риска. Общими усилиями европейские страны позволят создать передовые процессоры и сопутствующие технологии их производства."
Гы-гы: "рынок всё расставит по своим местам".
На всю российскую электронику достаточно 10 миллиардов евро. Сказал нам Борисов “в своей известной речи”:
Российская микроэлектроника требует 800 миллиардов | Новости | Клуб Топ-менеджеров 4CIO
Клуб – это собрание профессионалов, которые осознают значимость информационных технологий для повышения уровня управляемости и конкурентоспособности экономики России и хотят объединиться для неформального обсуждения профессиональных проблем, координации усилий и оказания помощи друг другу. // 4cio.ru"На развитие российской микроэлектроники потребуется 798 млрд руб. до 2024 г., следует из проекта дорожной карты по развитию отрасли, который представила госкорпорация «Ростех». Как сообщает газета «Ведомости», документ под названием «Новые поколения микроэлектроники и создание электронной компонентной базы» госкорпорация направила на рассмотрение в Минпромторг, Минкомсвязи, Минфин и Минэкономразвития. Ведомства должны ознакомиться с проектом до 15 сентября 2020 г. План, в частности, включает разработку чипов с топологическими нормами 65 (55) нм, 28 нм, 14 нм и твердотельных накопителей данных с топологической нормой 25-30 нм. Эксперты считают, что озвученные планы и технологии, возможно, вовсе устареют к 2024 г."
Ребята, в принципе вы можете "разрабатывать" чипы с любыми топологическими нормами, сама по себе разработка не очень сложна, но производить вы можете дома только те, оборудование для которых вам кинули со своего технологического стола взрослые дяди. Нет разработки собственного литографического оборудования - нет прогресса в микроэлектронике. Это даже в Европе понимают.
Как говорится, “два мира – два Шапиро”. Но 10 миллиардов все равно не будет. Чтоб без паники.
Это сообщение редактировалось 05.01.2021 в 14:59
И.1.> Почти точное машиностроение.
как по мне все таки лучше не в машиностроение, а потому ответил в более эээ профильной теме

как по мне все таки лучше не в машиностроение, а потому ответил в более эээ профильной теме

Новости электроники [Грач#05.01.21 19:03]
… … ще не вмерли в ЕС думающие … ну коли понимают что нужно вытаскивать свою базу так удачи им, ресурсы на то у них есть, база тож имеется … но думаю процесс не будет легким — есть те кто против и те кто не вмер и которым это не надо … а нам будет на пользу если состоится еще одна территория где можно будет выаечку заказывать и пытаться технологию, расходники и оборудование поиметь// Радиоэлектронный
И.1.> На всю российскую электронику достаточно 10 миллиардов евро. Сказал нам Борисов “в своей известной речи”:
И.1.> Российская микроэлектроника требует 800 миллиардов | Новости | Клуб Топ-менеджеров «4CIO»
ответил здесь")

И.1.> Российская микроэлектроника требует 800 миллиардов | Новости | Клуб Топ-менеджеров «4CIO»
ответил здесь
")
Российская электроника, микроэлектроника, приборостроение [Грач#05.01.21 19:15]
… ну да, ну да … великие и могучие документы про концепцию и стратегию написали да, но пазы то не под ту шпильку, не влезает это в текущую госидею и госреализацию .. надеюсь среди тех кто будет в освоении соучаствовать найдутся и те кто кроме бизнес идеи повышения благосостояния еще ухитрится и дело сделать … даже уверен в том что такие надутся и увы уверен что светлые оглашенные цели стратегии и концепции останутся в тени рыночной лапы в текущем ее исполнении // Радиоэлектронный

Пензенский станкостроительный завод: тысячный станок отправляется в Данию
16k20.ruПензенский «СтанкоМашСтрой» «под ёлочку» выпустил свой 1000-й станок. Им стал универсальный токарно-винторезный станок серии СТ 16к20. Он оснащён устройствами цифровой индикации, быстросменными... // sdelanounas.ruпензенский «СтанкоМашСтрой» «под ёлочку» выпустил свой 1000-й станок. Им стал универсальный токарно-винторезный станок серии СТ 16к20. Он оснащён устройствами цифровой индикации, быстросменными резцедержателями типа MultiFix и несколькими специальными доработками для европейского рынка.
Станок было изготовлен по заказу одного из дилеров Дании.
За 11 месяцев 2020 года пензенские станкостроители произвели 203 станка различных моделей и модификаций.
Прикреплённые файлы:

Первый экскаватор-погрузчик на равновеликих колесах TLB935 поставлен за рубеж
umg-sdm.comКак сообщила пресс-служба российской компании UMG СДМ, в декабре 2020 года новая модель экскаватора-погрузчика на равновеликих колесах TLB935 (о новой модели сообщал сайт «Сделано у Нас», серийный выпуск которой был... // sdelanounas.ruроссийская компания UMG СДМ в декабре 2020 года новая модель экскаватора-погрузчика на равновеликих колесах TLB935, серийный выпуск которой был начат в начале 2020 года, была поставлена в Республику Казахстан для «Аркалыкской теплоэнергетической компании».
В новой модели экскаватора массой 8,8 тонн установлен двигатель Ярославского моторного завода ЯМЗ-534 (Tier3) мощностью 101,29 л.с. Максимальная скорость экскаватора составляет 40 км/ч.
В новой модели погрузчика имеется возможность управления из кабины фиксатором стрелы для транспортировки, что позволяет экономить время затрачиваемое на выход из кабины и снятие стрелы с фиксаторов или фиксирования. Новый погрузчик оснащен системой гидромеханического самовыравнивания, что позволяет избежать высыпания материала из ковша, а также функцией плавающего положения стрелы, которая облегчает разравнивание материала по площадке.

«КАМАЗ» разработал опытный образец нового газового двигателя Р6 для магистральных тягачей
kamaz.ruВслед за дизельным рядным двигателем для тяжёлого семейства камазовских грузовиков поколения К5 в компании начались исследовательские испытания опытного образца рядного газового двигателя, использующего в качестве... // sdelanounas.ruВслед за дизельным рядным двигателем для тяжёлого семейства камазовских грузовиков поколения К5 в компании начались испытания опытного образца рядного двигателя, использующего в качестве топлива природный газ.
Из основных конструктивных отличий по отношению к дизельному двигателю можно отметить сниженную степень сжатия, оригинальную цилиндропоршневую группу, доработанные под установку свечей зажигания головки блока цилиндров. Вместо дизельной топливной аппаратуры установлены компоненты системы подачи природного газа и зажигания. Применяются импортные компоненты системы подачи газа, зажигания и управления двигателем компании «Woodward».
Номинальная мощность нового двигателя — 450 л.с., максимальный крутящий момент — 1850 Н•м, планируемый межсервисный интервал — до 100 тыс. км.
На данный момент времени изготовлено три опытных образца двигателя. Один из них будет установлен на автомобиль КАМАЗ-54901 для натурных испытаний в составе автомобиля, которые начнутся в 2021 году.
Запуск газового двигателя Р6 в серийное производство планируется в 2022 году.
Прикреплённые файлы:

«Уральские локомотивы»: производственная программа 2020 года выполнена « Уральские локомотивы
29.12.2020 Завод «Уральские локомотивы» в срок выполнил производственную программу 2020 года. Сегодня, 29 декабря, в адрес РЖД были отгружены последние локомотивы в рамках плановой поставки этого года. Предприятие передало заказчику 96 двухсекционных грузовых локомотивов «Синара» (серия 2ЭС6). Также в уходящем году предприятие впервые поставило РЖД 30 трехсекционных локомотивов 2ЭС6, усиленных новой бустерной секцией, которая была разработана специально для электровозов данной серии. Машины планируется эксплуатировать на Западно-Сибирской железной дороге. // Дальше — ulkm.ruКроме того, в 2020 году завод поставил в рамках контракта, заключенного с РЖД в марте 2019 года, 9 локомотивов переменного тока серии 2ЭС7, которые будут эксплуатироваться на полигонах Октябрьской, Северной и Горьковской железных дорог. Также дирекции тяги отгружено три электровоза «Гранит» (серия 2ЭС10) с бустерной секцией. Локомотивы 2ЭС10 и 2ЭС7 в 2020 году выпущены уже в обновленной версии — на них устанавливаются новые модульные унифицированные кабины.
Выполнен годовой план и по выпуску пассажирских скоростных электропоездов: выпущено 28 «Ласточек» различных модификаций. Из них 20 поездов – ЭС2Г Стандарт различной составности: десять 10-вагонных, три 7-вагонных и семь 5-вагонных. Специально для Московского центрального кольца был выпущен поезд, оснащенный элементами системы машинного зрения. Еще семь двухсистемных «Ласточек» ЭС1П в 5-вагонном исполнении поставлены для эксплуатации на маршрутах, где чередуются участки пути с постоянным и переменным током. В 2020 году «Уральские локомотивы» начали поставлять «Ласточки» в новом фирменном дизайне на Московские центральные диаметры. Всего передано РЖД 196 вагонов скоростных электропоездов. Расширился и перечень полигонов эксплуатации отечественных скоростных электропоездов, теперь их 23.

УТЗ изготовил первую из двух турбин для Пермской ТЭЦ-9
http://www.utz.ruУральский турбинный завод по заказу ПАО «Т Плюс» изготовил турбину Т-60/66-10,2 для Пермской ТЭЦ-9. Это первая из двух турбин, выпускаемых для этой станции. Работа над второй турбиной (Тп-124-12,8-NG) идет полным ходом, машину... // sdelanounas.ruУральский турбинный завод по заказу ПАО «Т Плюс» изготовил турбину Т-60/66-10,2 для Пермской ТЭЦ-9. Это первая из двух турбин, выпускаемых для этой станции. Работа над второй турбиной (Тп-124-12,8-NG) идет полным ходом, машину планируется поставить к июлю 2021 года.
Уральский турбинный завод изготавливает турбины для двух станций компании: две машины для Пермской ТЭЦ-9 и одну — для Ижевской ТЭЦ-2. Проекты реализуются в рамках программы ДПМ-2. Ввод оборудования намечен на 2022-2023 годы. Суммарная установленная мощность турбин — 310 МВт.
Турбина Т-60/66-10,2 на Пермской ТЭЦ-9 будет работать в блоке с газотурбинной установкой ГТЭ-160. Таким образом, будет завершен масштабный проект перевода одного из паросиловых блоков ТЭЦ на парогазовый цикл. Ранее на станции была установлена газовая турбина мощностью 165 МВт и котел-утилизатор.
Турбина Т-60 является усовершенствованным одноцилиндровым агрегатом для применения в ПГУ. Конструкция турбины позволяет организовать необходимые станции теплофикационные отборы, с обеспечением тепловой нагрузки до 143 Гкал/ч.
Прикреплённые файлы:

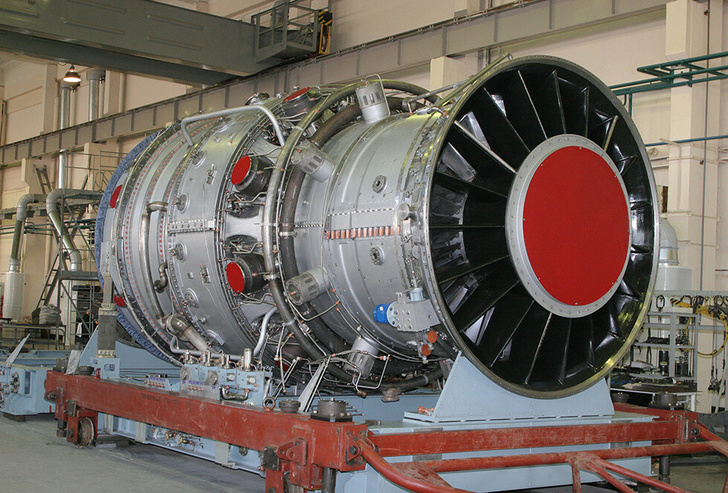
ОДК получило средства на запуск первого в России серийного производства турбин большой мощности
http://www.uecrus.comПАО «ОДК-Сатурн» (входит в Объединенную двигателестроительную корпорацию Госкорпорации Ростех) получило заем от Фонда развития промышленности (ФРП) в размере 2 млрд рублей под 1% годовых на запуск первого... // sdelanounas.ru«ОДК-Сатурн» получило заем от Фонда развития промышленности в размере 2 млрд рублей под 1% годовых на запуск первого в России отечественного серийного производства газотурбинных двигателей ГТД-110М мощностью 90 — 130 МВт в г. Рыбинске Ярославской области.
На сегодняшний день ГТД-110М — это единственная отечественная разработка мощностью 90 — 130 МВт, а газовые турбины являются ключевым элементом парогазовых установок для выработки электричества.
Предприятие будет работать по принципу полного цикла и самостоятельно изготавливать такие наукоемкие и технологически сложные элементы турбины, как сопловые аппараты, рабочие лопатки горячей части и камеры сгорания. Модернизация даст возможность выпускать с 2023 года по две единицы ГТД-110М в год.
В рамках второй очереди запланировано капитальное строительство нового механосборочного корпуса. Таким образом, к началу 2025 года предприятие сможет изготавливать по четыре единицы ГТД-110М в год. Потребность российского рынка до 2030 года компания оценивает в 30 единиц на сумму, превышающую 50 млрд рублей.
При этом стоимость ГТД-110М будет заметно ниже зарубежных образцов.
В настоящее время в России реализуется масштабная программа модернизации тепловых электростанций. До 2031 года планируется обновить более 40 ГВт энергомощностей — это примерно четверть всей тепловой генерации. При этом программа изначально предполагает использование преимущественно российского оборудования.
Прикреплённые файлы:
Рязанским станкостроительным заводом сдан новый специальный тяжелый токарный станок для вырезания бандажа колёсных пар. Станок создан на базе тяжелого универсального токарно-винторезного станка РТС317-3 (РТ317).
Специальный токарный станок для вырезания стопорного кольца бандажа колёсной пары
Заводские испытания специального токарного станка для вырезания стопорных колец бандажа локомотивных и вагонных колесных пар за один установ. Станок изготовлен на базе тяжелого токарного станка РТС317 (РТ317) РМЦ-3 метра. http://www.stankoservice-rzn.ru/offers/specializirovannye_stanki/tokarniy_stanok_dlya_vyrezaniya_bandaja_kolesnyh_par_rts317
Специальный токарный станок для вырезания стопорного кольца бандажа колёсной пары
Заводские испытания специального токарного станка для вырезания стопорных колец бандажа локомотивных и вагонных колесных пар за один установ. Станок изготовлен на базе тяжелого токарного станка РТС317 (РТ317) РМЦ-3 метра. http://www.stankoservice-rzn.ru/offers/specializirovannye_stanki/tokarniy_stanok_dlya_vyrezaniya_bandaja_kolesnyh_par_rts317
Грач> «ОДК получило средства на запуск первого в России серийного производства турбин большой мощности» - Сделано у нас
Грач> «ОДК-Сатурн» получило заем от Фонда развития промышленности в размере 2 млрд рублей под 1%
Там вообще под 0 можно получить или вообще инвестиции.
Грач> «ОДК-Сатурн» получило заем от Фонда развития промышленности в размере 2 млрд рублей под 1%
Там вообще под 0 можно получить или вообще инвестиции.

Грач> Рязанским станкостроительным заводом сдан новый специальный тяжелый токарный станок для вырезания бандажа колёсных пар.
а раньше как былО?
а раньше как былО?

iodaruk> а раньше как былО?
после сборки обработать напильником ©
после сборки обработать напильником ©

Производство первой в России тихоходной паровой турбины набирает обороты
А я снова в Питере по приглашению компании " Силовые машины ". Так и хочется кричать : " Равняемся на них и приглашаем к себе в гости , хватит скромничать !" Ведь я уверен , и вам есть , чем меня удивить ! А так сегодня весьма примечательный день , особенно это касается энергетического машиностроения , да и в целом энергетики России . У нас с вами // zen.yandex.ru
Монтаж ЭКГ 35 на Кедровском угольном разрезе
На Кедровском угольном разрезе (входит в УК "Кузбассразрезуголь") идет монтаж ЭКГ-35 №2. Это самый мощный экскаватор в линейке Уралмашзавода. Видеоматериал предоставлен пресс-службой УК "Кузбассразрезуголь" https://www.instagram.com/tv/CHrXzi1nWMS/?igshid=24x8xkx0f0ib
в Кемеровской области на Кедровском угольном разрезе УК «Кузбассразрезуголь» Уральской горно-металлургической компании запущен в эксплуатацию модернизированный экскаватор ЭКГ-35 производства ПАО «Уралмашзавод».
Новая машина является модернизированной версией экскаватора ЭКГ-35, запущенного в работу на Краснобродском угольном разрезе УГМК весной 2018 года и являющегося самым мощным экскаватором типа «прямая лопата» в продуктовой линейке Уралмаша.
«ОДК-Пермские моторы» отгрузило компании «Газпром добыча Надым» четыре комплекта газотурбинных установок ГТУ-16П. Оборудование будет установлено на дожимной компрессорной станции Бованенковского нефтегазоконденсатного месторождения.
В настоящее время на трех газовых промыслах Бованенковского НГКМ уже эксплуатируются 28 ГТУ-16П и пять ГТУ-25П пермского производства суммарной мощностью 570 МВт. Всего на компрессорных станциях Газпрома работает порядка 700 пермских двигателей.
ГТУ-16П создана на базе газогенератора авиационного двигателя ПС-90А и предназначена для эксплуатации в составе газоперекачивающих агрегатов нового поколения ГПА-16 «Урал», а также при реконструкции существующего газоперекачивающего оборудования.
Тризиты и их применение на производстве
Компанией разработана новая технология изготовления композиционных материалов названая авторами 3D-LCM, а получаемая деталь названа «Тризит».
Тризит (Trizit) — структура из формообразующих элементов (слоев), напечатанных 3D способом и связующих слоев, сформированных LCM методом. Тризит — многослойный композит с различными свойствами каждого слоя.
В наиболее общем виде получаемую деталь – тризит, можно описать как: «Конструктивный элемент, содержащий компонент А, изготовленный аддитивным методом и компонент Б, включающий наполнитель и связующее» (см. заявку на изобретение №2017142611), а технологию 3D-LCM – «Способ формирования изделий, заключающийся в том, что текучий, твердеющий со временем материал подают в формообразующее устройство, содержащее формообразующий элемент, изготовленный методом 3D печати» (см. заявку на изобретение №2016141280).
Существенное отличие 3D-LCM процесса от известных LCM процессов, заключается в том, что в 3D-LCM процессе элементы формы, напечатанные на 3D принтере, становятся слоями формируемого изделия, что позволяет формировать тризиты очень сложной структуры и конфигурации без необходимости изготавливать оснастку. Формообразующие слои изделия, напечатанные на 3D принтере, не требуют значительной обработки и доработки, в сравнении с вариантом, когда на 3D принтере печатается оснастка, которая после печати должна быть вручную обработана эпоксидной шпаклевкой, прошлифована и после покрыта антиадгезивом.
Технология 3D-LCM позволяет получать детали с уникальными свойствами, за счет сочетания различных материалов, в том случае если формообразующие слои изделия выполняют так же роль закладных деталей.
Применение технологии 3D-LCM позволяет снизить затраты на технологическую оснастку и ФОТ рабочих на 60 – 70%.
В общем виде технология изготовления тризита может быть представлена последовательностью:
Методом 3D печати изготавливают комплект формообразующих элементова;
При необходимости, методом 3D печати изготавливают комплект опорных элементова;
Из формообразующих и опорных элементов, собирают формообразующее устройствоа;
В формообразующем устройстве размещают наполнительа;
Подготавливают связующее, в виде текучего, твердеющего со временем материала и подают его в формообразующее устройства;
Изделие (тризит) формируют в виде соединения формообразующих элементов с отвердевшим связующима;
При необходимости выполняется обработка тризита.
Таким образом, для изготовления детали из композиционных материалов, не требуется какая-либо оснастка, за исключением универсальных удерживающих и фиксирующих устройств, на которых размещаются элементы формообразующего устройства. Изготовление тризита требует минимума ручных операций и времени на подготовку, необходимо только очистить и промыть формообразующие элементы после печати и собрать формообразующее устройство, в отличии от изготовления классической оснастки, рабочие поверхности которой необходимо зачистить, покрыть эпоксидной шпатлевкой, прошлифовать после высыхания, обработать специальными составами для предотвращения прилипания детали, при этом эти операции необходимо повторять после изготовления партии деталей. Тризит может быть заполнен связующим в течении часа – двух после завершения печати формообразующих элементов, в то время как подготовка оснастки займет 3 – 5 дней. Изготовление тризита так же требует минимального количества оборудования, для производства полного цикла достаточно иметь 3D принтер и комплект оборудования для RTM или L-RTM технологии. При изготовлении тризита не расходуются вспомогательные материалы, такие как распределительные ткани, проводящие ткани, распределительные сетки, вакуумные пленки, антиадгезивы, существенно меньше расход элементов литниковой системы, при этом необходимые для равномерного и правильного распределения смолы каналы могут быть выполнены как элементы формообразующих, во время печати. Формообразующие элементы могут быть использованы для точного размещения закладных деталей, например, крепежных резьб.
Использование доступных FDM принтеров и дешевых пластиков для изготовления формообразующих позволяет максимально удешевить изготовление детали из композиционных материалов, и представляет один из возможных подходов в технологии 3D-LCM, но тризиты могут так же обладать уникальными свойствами, которые невозможно получить, применяя другие технологии, различные комбинации формообразующих, наполнителя и армирующего материала позволяют получать тризиты с различными характеристиками.
Например, при использовании лазерной или фотополимерной печати пластиком можно получить формообразующие с точным и тонким рисунком на поверхности, с каналами внутри формообразующих, которые могут быть, как заполнены смолой, для улучшения характеристик, так и использоваться для подачи жидкостей и газов при работе детали, со сложной, фрактальной геометрией внутренней и внешней поверхности, многократно увеличивающей площадь контакта, при этом современные технологии печати позволяют выполнить формообразующие элементы очень тонкими, до 1/10 мм., снизав их влияние на удельный вес и прочностные характеристики детали.
Использование лазерной печати металлом позволяет получить все указанные выше преимущества и дополнительно более высокие удельные характеристики на поверхности, так же получить заданные характеристики тепло и электропроводности в нужных частях детали, обеспечив, например, большую поверхность для теплоотвода, с заданным термическим сопротивлением между ней и источником тепла, без нагрева тела детали и, следовательно, снижения ее характеристик.
Использование печати керамическими материалами, позволит получить деталь из композиционных материалов с повышенными характеристиками тепловой устойчивости и повышенными рабочими температурами.
Правильно подобранные формообразующие могут обеспечить антифрикционные свойства поверхности. Отдельно можно отметить возможность получения виброгасящих свойств за счет использования в качестве армирующего материала резины, или наоборот использования силиконов и резин в качестве наполнителя при использовании жесткого армирующего материала.
При этом все указанные выше уникальные свойства могут быть объединены в одной детали, формообразующая оболочка которой изготовлена составной, из различных материалов.
Так же технология 3D-LCM способна удешевить и ускорить сложную 3D печать, например, вместо печати заполненной детали из металла можно напечатать оболочку или деталь с меньшим коэффициентом заполнения и залить ее смолой с армирующими элементами, заливка и отверждение смолы выполняется быстрее чем печать, а используемые материалы дешевле.
Наиболее удобными для производства способами подачи текучего, твердеющего со временем компонента являются вариации технологии LCM – RTM и инфузия:
Подача наполнителя с вакууммированием полости по технологии инфузии позволяет изготавливать тризиты с минимальной толщиной оболочки и без опорных элементов;
Подача наполнителя под давлением, по технологии RTM требует некоторого количества опорных элементов и формообразующего элемента, способного выдержать необходимое давление, но позволяет изготавливать детали значительно более сложной конфигурации.

Вот только придумай что-то. как сразу набегут предшественники ©
я подобное просто как рацуху себе использовал, а у этого, оказывается, есть официальное название
Компанией разработана новая технология изготовления композиционных материалов названая авторами 3D-LCM, а получаемая деталь названа «Тризит».
Тризит (Trizit) — структура из формообразующих элементов (слоев), напечатанных 3D способом и связующих слоев, сформированных LCM методом. Тризит — многослойный композит с различными свойствами каждого слоя.
В наиболее общем виде получаемую деталь – тризит, можно описать как: «Конструктивный элемент, содержащий компонент А, изготовленный аддитивным методом и компонент Б, включающий наполнитель и связующее» (см. заявку на изобретение №2017142611), а технологию 3D-LCM – «Способ формирования изделий, заключающийся в том, что текучий, твердеющий со временем материал подают в формообразующее устройство, содержащее формообразующий элемент, изготовленный методом 3D печати» (см. заявку на изобретение №2016141280).
Существенное отличие 3D-LCM процесса от известных LCM процессов, заключается в том, что в 3D-LCM процессе элементы формы, напечатанные на 3D принтере, становятся слоями формируемого изделия, что позволяет формировать тризиты очень сложной структуры и конфигурации без необходимости изготавливать оснастку. Формообразующие слои изделия, напечатанные на 3D принтере, не требуют значительной обработки и доработки, в сравнении с вариантом, когда на 3D принтере печатается оснастка, которая после печати должна быть вручную обработана эпоксидной шпаклевкой, прошлифована и после покрыта антиадгезивом.
Технология 3D-LCM позволяет получать детали с уникальными свойствами, за счет сочетания различных материалов, в том случае если формообразующие слои изделия выполняют так же роль закладных деталей.
Применение технологии 3D-LCM позволяет снизить затраты на технологическую оснастку и ФОТ рабочих на 60 – 70%.
В общем виде технология изготовления тризита может быть представлена последовательностью:
Методом 3D печати изготавливают комплект формообразующих элементова;
При необходимости, методом 3D печати изготавливают комплект опорных элементова;
Из формообразующих и опорных элементов, собирают формообразующее устройствоа;
В формообразующем устройстве размещают наполнительа;
Подготавливают связующее, в виде текучего, твердеющего со временем материала и подают его в формообразующее устройства;
Изделие (тризит) формируют в виде соединения формообразующих элементов с отвердевшим связующима;
При необходимости выполняется обработка тризита.
Таким образом, для изготовления детали из композиционных материалов, не требуется какая-либо оснастка, за исключением универсальных удерживающих и фиксирующих устройств, на которых размещаются элементы формообразующего устройства. Изготовление тризита требует минимума ручных операций и времени на подготовку, необходимо только очистить и промыть формообразующие элементы после печати и собрать формообразующее устройство, в отличии от изготовления классической оснастки, рабочие поверхности которой необходимо зачистить, покрыть эпоксидной шпатлевкой, прошлифовать после высыхания, обработать специальными составами для предотвращения прилипания детали, при этом эти операции необходимо повторять после изготовления партии деталей. Тризит может быть заполнен связующим в течении часа – двух после завершения печати формообразующих элементов, в то время как подготовка оснастки займет 3 – 5 дней. Изготовление тризита так же требует минимального количества оборудования, для производства полного цикла достаточно иметь 3D принтер и комплект оборудования для RTM или L-RTM технологии. При изготовлении тризита не расходуются вспомогательные материалы, такие как распределительные ткани, проводящие ткани, распределительные сетки, вакуумные пленки, антиадгезивы, существенно меньше расход элементов литниковой системы, при этом необходимые для равномерного и правильного распределения смолы каналы могут быть выполнены как элементы формообразующих, во время печати. Формообразующие элементы могут быть использованы для точного размещения закладных деталей, например, крепежных резьб.
Использование доступных FDM принтеров и дешевых пластиков для изготовления формообразующих позволяет максимально удешевить изготовление детали из композиционных материалов, и представляет один из возможных подходов в технологии 3D-LCM, но тризиты могут так же обладать уникальными свойствами, которые невозможно получить, применяя другие технологии, различные комбинации формообразующих, наполнителя и армирующего материала позволяют получать тризиты с различными характеристиками.
Например, при использовании лазерной или фотополимерной печати пластиком можно получить формообразующие с точным и тонким рисунком на поверхности, с каналами внутри формообразующих, которые могут быть, как заполнены смолой, для улучшения характеристик, так и использоваться для подачи жидкостей и газов при работе детали, со сложной, фрактальной геометрией внутренней и внешней поверхности, многократно увеличивающей площадь контакта, при этом современные технологии печати позволяют выполнить формообразующие элементы очень тонкими, до 1/10 мм., снизав их влияние на удельный вес и прочностные характеристики детали.
Использование лазерной печати металлом позволяет получить все указанные выше преимущества и дополнительно более высокие удельные характеристики на поверхности, так же получить заданные характеристики тепло и электропроводности в нужных частях детали, обеспечив, например, большую поверхность для теплоотвода, с заданным термическим сопротивлением между ней и источником тепла, без нагрева тела детали и, следовательно, снижения ее характеристик.
Использование печати керамическими материалами, позволит получить деталь из композиционных материалов с повышенными характеристиками тепловой устойчивости и повышенными рабочими температурами.
Правильно подобранные формообразующие могут обеспечить антифрикционные свойства поверхности. Отдельно можно отметить возможность получения виброгасящих свойств за счет использования в качестве армирующего материала резины, или наоборот использования силиконов и резин в качестве наполнителя при использовании жесткого армирующего материала.
При этом все указанные выше уникальные свойства могут быть объединены в одной детали, формообразующая оболочка которой изготовлена составной, из различных материалов.
Так же технология 3D-LCM способна удешевить и ускорить сложную 3D печать, например, вместо печати заполненной детали из металла можно напечатать оболочку или деталь с меньшим коэффициентом заполнения и залить ее смолой с армирующими элементами, заливка и отверждение смолы выполняется быстрее чем печать, а используемые материалы дешевле.
Наиболее удобными для производства способами подачи текучего, твердеющего со временем компонента являются вариации технологии LCM – RTM и инфузия:
Подача наполнителя с вакууммированием полости по технологии инфузии позволяет изготавливать тризиты с минимальной толщиной оболочки и без опорных элементов;
Подача наполнителя под давлением, по технологии RTM требует некоторого количества опорных элементов и формообразующего элемента, способного выдержать необходимое давление, но позволяет изготавливать детали значительно более сложной конфигурации.
Тризиты и их применение на производстве
Компанией разработана новая технология изготовления композиционных материалов названая авторами 3D-LCM, а получаемая деталь названа «Тризит». Тризит (Trizit) — структура из формообразующих элементов (слоев), напечатанных 3D способом и связующих слоев, сформированных LCM методом. Тризит — многослойный композит с различными свойствами каждого слоя. В наиболее общем виде получаемую деталь – тризит, можно описать как: «Конструктивный элемент, содержащий компонент А, изготовленный аддитивным методом и компонент Б, включающий наполнитель и связующее» (см. // Дальше — trizit.ruВот только придумай что-то. как сразу набегут предшественники ©
я подобное просто как рацуху себе использовал, а у этого, оказывается, есть официальное название


ЧЕТРА расширяет присутствие на рынках Юго-Восточной Азии
ЧЕТРА расширяет присутствие на рынках Юго-Восточной Азии. Новости ЧЕТРА. // www.chetra.ruКомпания «ЧЕТРА» отгрузила партию бульдозеров во Вьетнам.
Ранее вьетнамские промышленники получали запасные части (гусеницы, катки, сегменты) для ходовых систем спецтехники мировых производителей. Во Вьетнаме машины ЧЕТРА будут эксплуатироваться в одном из портов. Учтены и особенности климата: тропическое исполнение бульдозеров предусматривает термостойкие рукава, обработку электрооборудования составом для минимизации воздействия агрессивной среды, адаптированные выхлопную систему и иные узлы бульдозера. Техника перед дальним путешествием обрабатывается антикоррозионным раствором. Во Вьетнам также отправится сервисная бригада для введения машин в эксплуатацию.
Прикреплённые файлы:

Запуск новой линии на СП «Кнорр-Бремзе Кама»
ООО «КНОРР-БРЕМЗЕ КАМА», совместное предприятие ПАО «КАМАЗ» и немецкого концерна «Кнорр-Бремзе АГ», запустило серийное... // kamaz.ru«КНОРР-БРЕМЗЕ Кама», совместное предприятие «КАМАЗ» и немецкого концерна «Кнорр-Бремзе АГ», запустило серийное производство новых вязкостных гасителей крутильных колебаний для коленчатых валов двигателей КАМАЗ Р6. Данный продукт будет выпускаться на новой сборочной линии, в состав которой входит современная установка лазерной сварки немецкого производителя Arnold Maschinenfabrik GmbH.
Вязкостные гасители «КНОРР-БРЕМЗЕ КАМА» выпускает с 2010 года, на 100% обеспечивая потребность «КАМАЗа». В 2017 году, в рамках работ по созданию двигателя КАМАЗ Р6 для поколения автомобилей К5, от «КНОРР-БРЕМЗЕ КАМА» потребовалось разработать новый вязкостный гаситель крутильных колебаний для коленчатых валов в соответствии с функциональными и техническими требованиями силового агрегата мощностью 405 и 515 кВт. Согласно техническим характеристикам двигателя Р6 необходимо было создать совершенно новую конструкцию гасителя, в составе которого применялись бы силикон вязкостью 1 000 000 сСт и диски охлаждения. Это потребовало инвестиций на приобретение оборудования для лазерной сварки с более высокой мощностью, а также на модернизацию установок для заполнения силиконом и закупку установки лазерной маркировки.
Данное оборудование оснащено системой быстрой переналадки на гасители других типов. Процесс сборки стандартизирован для всей продукции.
Реклама Google — средство выживания форумов :)

Волноводы для космических аппаратов станут доступнее для российских аэрокосмических предприятий благодаря разработке красноярских учёных
Учёные Сибирского государственного университета науки и технологий имени академика М.Ф. Решетнева разработали установку, позволяющую автоматизировать процесс индукционной пайки волноводных трактов для ракетно-космической отрасли, что повысит качество и существенно снизит массо-габаритные характеристики волноводов и, как следствие, космических аппаратов. // www.sib-science.info
Copyright © Balancer 1997..2025
Создано 12.09.2017
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 12.09.2017
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}